液态锂电池已接近能量密度上限,并且存在热失控风险。在更高的安全性和能量密度要求下,固态电池应运而生。固态电池是采用固态电解质的锂离子电池,固态电解质和液体电解质一样承担着在正负极之间传输锂离子的作用,传输机制有所不同。通过引入不可燃的固态电解质,可以本质上保证安全性,同时兼容高能量密度正负极。固态电池有望成为下一代动力电池的终极解决方案,目前各国企业进入军备竞赛阶段,加注研发固态电池,一旦能实现商业化将带来产业颠覆性变革。
下面我们将主要介绍固态电池的概念、优势、行业现状等内容,预测未来固态电池的发展渗透趋势。并针对固态电池行业的产业链及相关公司进行详细梳理,预测未来市场规模。希望对大家了解固态电池行业有所启发。
一、行业概述
1、概念
固态电池即是使用固态电解质的电池。锂电池由正极材料、负极材料、电解液、隔膜四大主材组成,起到输送离子、传导电流的作用。但液态电解质中,有机溶剂具有易燃性、高腐蚀性,同时抗氧化性较差、无法解决锂枝晶问题,因此存在热失控风险,也限制了高电压正极、锂金属负极等高能量材料的使用。
固态电池则是将电解液,部分或全部替换成固态电解质。可大幅提升电池的安全性、能量密度,是现有材料体系长期潜在技术方向。

2、分类
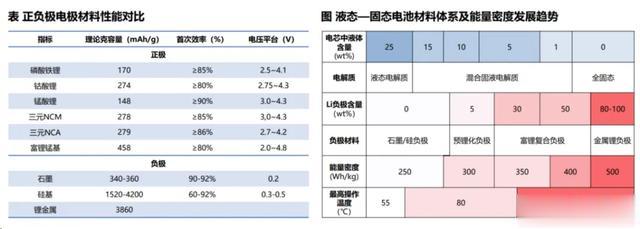
依据电解质分类,电池可细分为液态(25wt%)、半固态(5-10wt%)、准固态(0-5wt%)和全固态(0wt%)四大类,其中半固态、准固态和全固态三种统称为固态电池。聚合物、氧化物、硫化物是目前固态电池三大类固体电解质。
半固态电池:相比液态电池,半固态电池减少电解液的用量,增加聚合物+氧化物复合电解质,其中聚合物以框架网络形式填充,氧化物主要以隔膜涂覆+正负极包覆形式添加,此外负极从石墨体系升级到预锂化的硅基负极/锂金属负极,正极从高镍升级到了高镍高电压/富锂锰基等,隔膜仍保留并涂覆固态电解质涂层,锂盐从 LiPF6 升级为 LiTFSI,能量密度可达 350Wh/kg 以上。
全固态电池:相比液态电池,全固态电池取消原有电解液,选用聚合物/氧化物/硫化物体系作为固态电解质,以薄膜的形式分割正负极,从而替代隔膜的作用,其中聚合物性能上限较低,氧化物目前进展较快,硫化物未来潜力最大,负极从石墨体系升级到预锂化的硅基负极/锂金属负极,正极从高镍升级到了超高镍/镍锰酸锂/富锂锰基等,能量密度可达 500Wh/kg。

3、固态电池优缺点
(1)固态电池优点
1)高安全性:固态电解质不可燃烧,大幅降低热失控风险
随着电池能量密度的日益提升,电池热失控风险呈现上升趋势。从热失控角度看,电池应在低于 60℃运行工作,但由于内部短路、外部加热、机械滥用等因素,使电池温度升至 90℃,此时负极表面的 SEI膜开始溶解,造成嵌锂碳直接暴露在电解液中,二者发生反应迅速放热,产生大量可燃气体,隔膜进而熔化,电池形成内短路,温度迅速升高至 200℃,促使电解液气化分解、正极分解释氧,电池发生剧烈燃烧或爆炸。
固态电池具备本质安全性,为车厂短期主要考量因素。1)不可燃性、热稳定性:液态电解质易燃、易挥发,分解温度约 200℃(隔膜 160℃),并存在腐蚀和泄露的安全隐患。而固态电解质具有不可燃、无腐蚀、无挥发等特性,分解温度大幅提升,可在更高倍率和更高温度运行,同时内部无液体不流动,电池可承受穿钉、切开、剪开、折弯,从而大幅降低热失控风险。2)锂枝晶:液态电池中,锂枝晶的生长容易刺破隔膜,从而造成短路,而固态电解质具备高机械强度,锂枝晶生长缓慢且难刺透,进而提升电池安全性能。

2)高能量密度:兼容高比容量正负极,大幅提升能量密度
固态电解质兼容高比容量的正负极,大幅提升电池的能量密度,为车厂长期主要考量因素。固态电池在兼顾安全性的基础上,可实现能量密度的突破,液态电池可达 250Wh/kg+,半固态可达 350Wh/kg+,准固态可实现 400Wh/kg+,全固态可突破 500Wh/kg,从而提升续航水平,有望解决电动车里程、安全两大核心痛点。
材料端看:固态电解质本身不能提升能量密度,但由于具备更稳定、更安全,电化学窗口宽(5V 以上)等性质,因此可以兼容高比容量的正负极,比如高电压正极、富锂锰基、硅负极、锂金属负极等材料,进而大幅提升电芯能量密度;
结构端看:固态电解质将电解液的隔膜功能合二为一,大幅缩小正负极间距,从而降低电池厚度,因此提升电芯能量密度;
Pack 端看:固态电解质的非流动性,可以实现电芯内部的串联、升压,可以降低电芯的包装成本,并提升体积能量密度。固态电解质的安全性,可以减少系统热管理系统需求,成组效率大幅提升,从而提升 Pack 能量密度。
(2)固态电池缺点
1)离子电导率低,循环寿命差,制约商业化进程
材料端离子电导率低:固态电池中,电极与电解质之间的界面接触由固-液接触变为固-固接触,由于固相无润湿性,因此接触面积小,形成更高的界面电阻。同时固体电解质中有大量的晶界存在,且晶界电阻往往高于材料本体电阻,不利于锂离子在正负极之间传输,从而影响快充性能和循环寿命;
循环寿命差:固-固接触为刚性接触,对电极材料体积变化更为敏感,循环过程中容易造成电极颗粒之间以及电极颗粒与电解质接触变差,造成应力堆积,导致电化学性能衰减,甚至导致裂缝的出现,造成容量迅速衰减,导致循环寿命差的问题。

2)高成本:固态电解质含稀有金属,成本明显高于液态电池
固态电池成本高于液态电池,主要体现在固态电解质和正负极。固态电解质目前难以轻薄化,用到的部分稀有金属原材料价格较高,氧化物电解质含锆、硫化物电解质含锗,叠加为高能量密度使用的高活性正负极材料尚未成熟,铜锂复合带价格 1 万元/kg,全固态对生产工艺、成本和质量控制也提出了更严苛的要求,生产设备替换率大,全固态电池成本预计明显高于现有液态电池。

二、行业现状及趋势
1、发展趋势
固态电池技术发展和应用预计将呈现梯次渗透趋势。
阶段一:引入固态电解质,保留少量电解液,正负极仍为三元+石墨/硅负极,并采用负极预锂化等技术提高能量密度。
阶段二:用固态电解质逐步至完全取代电解液,用金属锂取代石墨/硅负极,正极仍为三元材料。
阶段三:逐渐减薄固态电解质的厚度,并用硫化物/镍锰酸锂/富锂锰基等材料取代正极。

2、行业现状
(1)半固态兼具安全、能量密度与经济性,率先进入量产阶段
半固态电池通过减少液态电解质含量、增加固态电解质涂覆,兼具安全性、能量密度和经济性,率先进入量产阶段。全固态电池工艺并不成熟,仍处于实验室研发阶段,而半固态电池已经进入量产阶段。半固态电池保留少量电解液,可以缓解离子电导率问题,同时使用固化工艺,将液态电解质转化为聚合物固态电解质,叠加氧化物固态电解质涂覆正极/负极/隔膜,提升了电池的安全性/能量密度,同时兼容传统锂电池的工艺设备,达到更易量产较低成本的效果,预计半固态电池规模化量产后,成本比液态锂电池高 10-20%。

(2)国内半固态电池率先落地,23 年开始小批量装车
国内以市场驱动为主,短期聚焦半固态电池技术,同时布局硫化物路线。国内短期聚焦于更具兼容性、经济性的聚合物+氧化物的半固态路线,2020 年实现首次装车突破,但能量密度在 260Wh/kg 水平,性能提升有限,2023 年实现 360Wh/kg+装车发布,成为产业化元年,2024 年预计实现规模放量。代表厂商为卫蓝新能源、清陶能源、辉能科技等,同时传统锂离子电池企业如赣锋锂业、比亚迪、宁德时代等也已进军固态电池相关业务。
(3)海外主打全固态路线,各国力争实现商业化
全固态电池 25 年集中量产,28 年大规模商业化放量。各国厂商研发生产模式差异化,主要通过自行研发、联合研发及投资初创公司,以全固态路线为主,材料体系选择多样,技术迭代迅速,部分企业已交付 A 样,将于 25 年集中量产。
美国:初创企业风靡,商业化进程较快。着重于推动电动车产业链本土化,拥有大量固态电池初创公司,创新为主打,风格以快速融资上市为主要目的,技术路径多为聚合物电解质和氧化物电解质,商业化进程较快,代表厂商为 Solid Power、SES、Quantum Scape 等。
日本:组织产学研联合,全力搭建硫化物技术体系。日本厂商普遍较早布局固态电池,通常以企业与机构联合研发的形式推进,主攻硫化物固态电解质,代表厂商包括丰田、松下、日产等企业。
韩国:内部研发与外部合作并行,主攻硫化物技术体系。研究模式以企业自行研究和外部合作并行为主,技术路线集中于硫化物体系,电芯开发速度逊于日本,但韩企延续正负极材料研发优势,有望较快搭建固态电池材料供应链,领先厂商包括三星 SDI、LG、SKI 等企业。
(4)车企绑定电池厂共同研发,卡位下一代电池技术
车企绑定电池厂,提前布局固态电池技术,海外车企处于领先地位。海外车企为卡位下一代电池技术,纷纷入局,其中日系车企布局较早,受政策驱动,携手电池企业共同研发,欧美车企则通过投资初创企业进行布局。国内车企同样积极合作固态电池新秀,如蔚来合作卫蓝新能源,北汽、上汽、广汽投资清陶能源等。车企入局为固态电池企业提供了资金、技术、客户多重保障,有助于推进固态电池商业化进程。
三、国内外政策
1、国内:国内以市场驱动为主,进一步提出加强固态电池标准体系研究
2020 年起,我国首次将固态电池列入行业重点发展对象并提出加快研发和产业化进程,2023 年进一步提出加强固态电池标准体系研究,目前尚未出台补贴政策,仍以市场驱动为主。
2、国外:海外抢先研发布局全固态电池,资金补贴大力推进技术落地
海外整体布局领先,大额补贴抢先押注全固态电池技术。日本打造车企和电池厂共同研发体系,政府资金扶持力度超 2 千亿日元(约 100 亿元人民币),力争 2030 年实现全固态电池商业化,能量密度目标500Wh/kg。韩国政府提供税收抵免支持固态电池研发,叠加动力电池巨头联合推进,目标于 2025-2028 年开发出能量密度 400Wh/kg 的商用技术,2030 年完成装车。欧洲国家中德国研发布局投入最大。美国由能源部出资,初创公司主导研发,并与众多车企达成合作,目标在 2030 年达到能量密度500Wh/kg。
四、生产流程及工艺
传统锂电池生产工艺流程主要包括:电极制备(湿法为主)-卷绕-封装-注液-化成-分选-组装。
1、固态电池生产流程
(1)半固态电池
半固态锂电池制备工艺流程可兼容传统锂电池生产工艺。半固态电池可以最大程度兼容现有工艺、设备及材料,具备快速落地的可能。一些半固态电池企业之所以能快速推向市场,就是因为尽可能地借用现有液态电池装备和工艺,其中仅有 10%-20%的工艺设备要求不同,主要包括固态电解质膜引入、原位固化工艺、负极一体化工艺等。
(2)全固态电池
全固态锂电池与传统锂离子电池生产工艺有一定区别。目前主流的电池制备工艺有叠片工艺和卷绕工艺,全固态锂电池对现有电池制备工艺可以部分兼容,但在部分环节也需要进行一定的调整。1)正、负极材料的制备可以兼容液态锂电池的现有工艺流程,电极极片制备保持现有工艺不变;2)电解质溶液采用溶胶凝胶混合物,需要烘烤蒸发溶剂,得到固体电解质薄膜,需要增加电解质涂覆、紫外照射烘烤工艺;3)由于没有电解液,不需要注液工序;4)如果采用硫化物固态电解质路线,由于硫化物电解质易与水分、氧气发生反应,对生产环境要求较高,最好能在充满惰性气体的全封闭室内进行生产。
2、电极生产工艺
干法工艺是未来电极工艺的迭代方向,优势是提升生产效率、降低成本,难点在于混合均匀。在前端电极制造环节,锂电池传统湿法工艺在固态电池生产中同样适用,但存在成本较高、工艺复杂、NMP 溶剂有毒等问题,而干法电极技术是一种无溶剂的生产技术,方法是将正负极材料与粘结剂等混合,使用高剪切和/或高压加工步骤来破碎和混合材料,电极膜结构形成更厚,粘结剂则以纤维状态存在,不会阻碍电子和离子传导,导电性好,节省了材料、时间和人工等生产成本。但其难点在于市售的粘结剂颗粒较大,难以均匀分散,进而造成了干法电极良品率低等问题。据研究,锂金属负极仅能用干法生产,因此固态电池更适合走干法路线。
半固态电池仍以湿法电极工艺为主,而全固态电池需更换干法电极工艺。半固态电池中,材料体系变化有限,因此主要使用传统湿法电极工艺。而全固态电池中,硫化物电解质对极性有机溶剂极为敏感,同时金属锂与易于溶剂反应,此外膨胀更加严重,传统的 PVDF-NMP 体系粘结强度有限,而干法电极中由 PTFE 原纤维化构成的二维网络结构,可以抑制活性物质颗粒的体积膨胀,防止其从集流体表面脱落,预计主要使用干法电极工艺。
